新たに発刊した「道路橋防食便覧」のポイント
③溶融亜鉛めっきによる防食

公益財団法人 東京都道路整備保全公社
一般財団法人 首都高速道路技術センター
髙木 千太郎 氏
「錆」と誤らないように注意深く確認する必要
5つの必要条件
溶融亜鉛めっきの設計、施工、維持管理のポイント
溶融亜鉛めっきによって形成された皮膜が大気にさらされると、最初に表面の亜鉛層が消耗し、その後亜鉛と鉄の合金層が表面に露出することになるが、犠牲防食機能があることから鋼材の防食機能に問題はない。ところが、合金層が露出すると合金層中の鉄分が酸化することによって外観が黄色の斑点状模様が確認されたり、露出部分が黄褐色に変わったりするなど変色状態となることから、地肌が腐食したと誤解することがある。溶融亜鉛めっきの損傷状態を目視で確認する場合は、鋼材地肌の「錆」と誤らないように注意深く確認する必要がある。次に、溶融亜鉛めっきを道路橋に採用する場合に必要な条件を示すこととする。
① 設置環境が、溶融亜鉛めっきに適している。
② 橋梁を構成する部材の寸法が、めっき漕に入る範囲内であり、かつめっき作業で良 好な品質が確保され形状である。
③ 高力ボルトにはF8Tを用いる。
④ 腹板の板厚twとフランジの板厚tfが板厚比を満たしている。
⑤ ダイアフラムの開口部が30%程度以上確保されている。
以上の5つの条件を満たすことで溶融亜鉛めっきに期待する防食機能が適切に果たされる結果となる。溶融亜鉛めっきを採用する場合、重要なことは、防食機能の耐久性確保のために必要なめっき付着量の算定である。めっき皮膜の環境区分ごとの年間腐食減量値は、都市部や田園地域などの一般環境では3g/平方㍍~10g/平方㍍、平常時には海水飛沫を受けない海岸地域で、海岸からの距離0.1km~2.0km程度の地域では10g/平方㍍~30g/平方㍍、頻繁に海水飛沫を受ける海岸地域や風道等地形の悪い場所では30g/平方㍍~200g/平方㍍が試験片の曝露試験から得られた値である。このようなことから、溶融亜鉛めっきを適用する道路橋の標準的なめっき付着量は、主桁、対傾構、横構、連結板等の部材においては、600g/平方㍍以上必要である。それ以外の部材についても考え方は同様で、良好なめっき品質を確保し、一般に期待する防食性を発揮するための標準的な付着量として550g/平方㍍以上を目安としている。さらに、部材の板厚が6㎜未満で3.2㎜以上の場合は、450g/平方㍍以上、部材の厚さが3.2㎜未満及び検査路や縞鋼板は、350g/㎡以上の付着量が必要となる。また、海水飛沫を受ける等の厳しい環境等においては、溶融亜鉛めっきの採用は好ましくないことが暴露試験の結果からも明らかである。
溶融亜鉛めっき橋の設計は、めっき槽の大きさ及びめっき作業時に使用するクレーン能力を考慮して部材寸法を決定することが必要である。めっき橋の設計で必要となるめっき槽の国内事情を考えると、めっき可能な最大部材寸法は、幅1.5m、長さ15.0m、高さ2.8mがおおよその限界である。また、めっき工場のクレーンなどの設備能力によって、部材重量の面からも制限を受けることがあるので事前に十分な施工能力調査を行い、良好な施工品質を確保が可能となるよう、めっき槽に対しできるだけ余裕のある部材寸法とすることが必要でる。
めっき施工においては、一部材を一度に浸せきすることとし、二度漬けは行ってはならない。その理由は、二度以上のめっき作業による重なり部分において、色彩や表面性状が一様にならないという外観上の問題だけでなく、めっき槽に浸せきしている部分と、していない部分の温度差によって大きな応力が発生することから、部材に変形、割れが発生する事例が多いことからである。めっき処理後の重大な問題とならないための部材の分割・非分割判定は、図-3を参考に設計する。
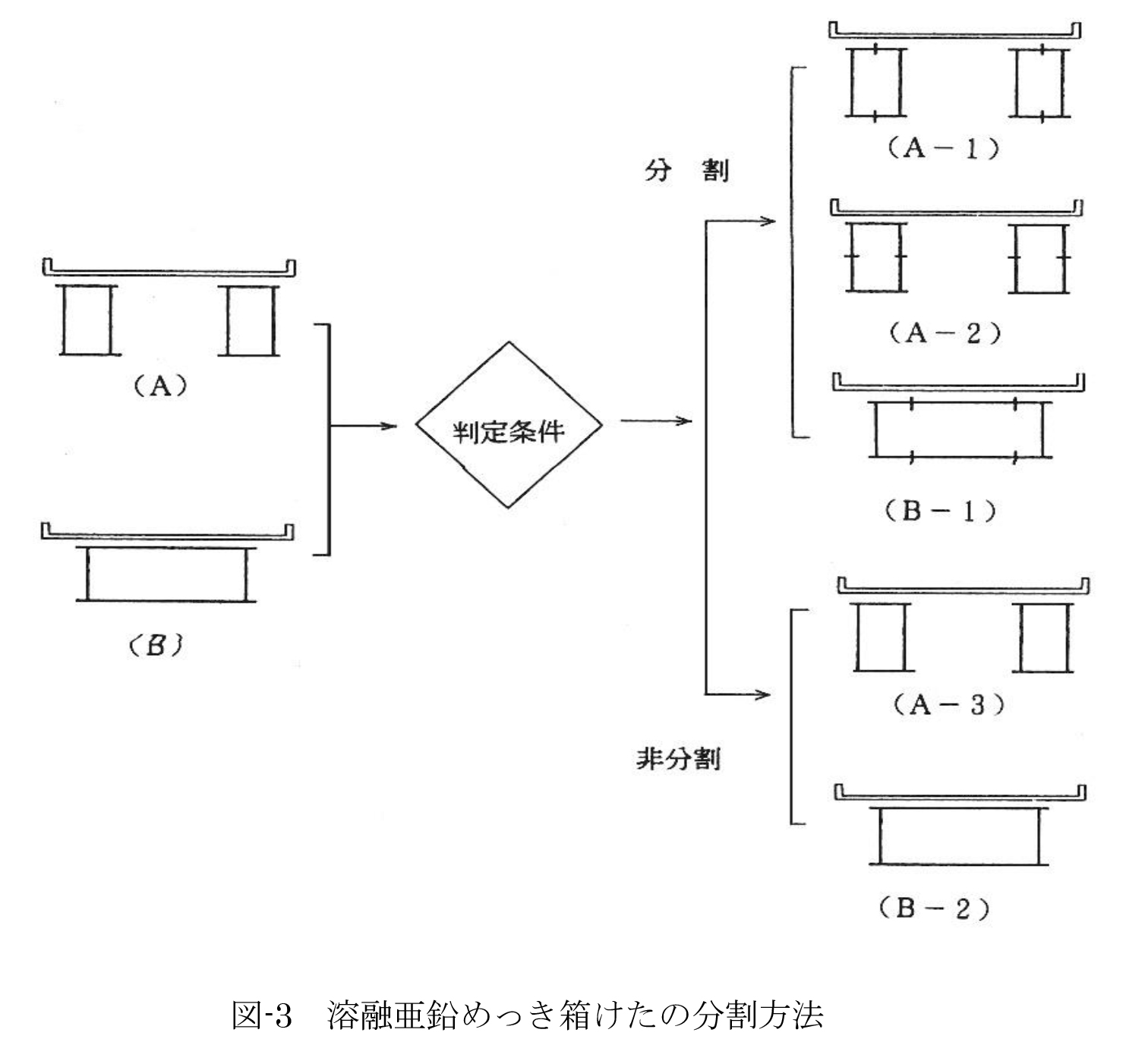
図-3 溶融亜鉛めっき箱けたの分割方法
図に示すA-3形状の場合は、箱桁の幅と高さのバランスを考慮しなければならない。特にフランジの板厚と腹板の板厚の比率が、およそ2.5:1の割合までを閾値とし、この比率以上にフランジが厚くなる場合は、施工による割れ対策の面からA-1に示す形状の分割構造とするとよい。このような場合においても先に示す比率は3:1の割合までを目安とすることがよい。
さらに、Bタイプ形状の横長断面箱桁の場合は、箱桁を分割せずに90°傾けて施工が可能か検討することとし、90°傾けて施工が不可能な場合は、フランジで2分割又は3分割して施工するとよい。ここで示すように箱桁を分割してめっき施工する場合は、分割方法に応じて品質確保や景観上の配慮などについて十分に検討して設計する必要がある。めっき処理された部材の添接は、高力ボルトによる摩擦接合方式とし、使用する高力ボルトはF8Tを使用するのが一般的である。めっきは、溶接構造部材を440℃前後の溶融しためっき浴中に浸せきするため、急激な温度の上昇とそれに続く温水冷却による温度の降下によって大きな熱ひずみが発生し、桁のねじれや腹板のはらみ等の残留変形を生じることがある。したがって、部材設計にあたっては熱ひずみについて考慮する必要がある。
具体的には、Iけたの場合は、第一に部材左右の非対称性を少なくするとともに、極端な断面変化や多くの材質変化は避けるのがよい。第二には、腹板の板厚twとフランジの板厚tfとの関係はtw>tf/3を満たすのがよい。箱桁の場合は、めっき割れを防止するために腹板の板厚twとフランジの板厚tfとの関係はtw>tf/2.5を満たすのがよい。箱桁のダイヤフラムは、めっき割れを防止するために腹板の板厚twとフランジの板厚tfとの関係はtw>tf/2.5を満たすのがよい。