特定の技術に拘らず全てのレーザー施工技術の包含めざす
レーザー施工研究会 橋梁の1~2割20~30万㎡がターゲット
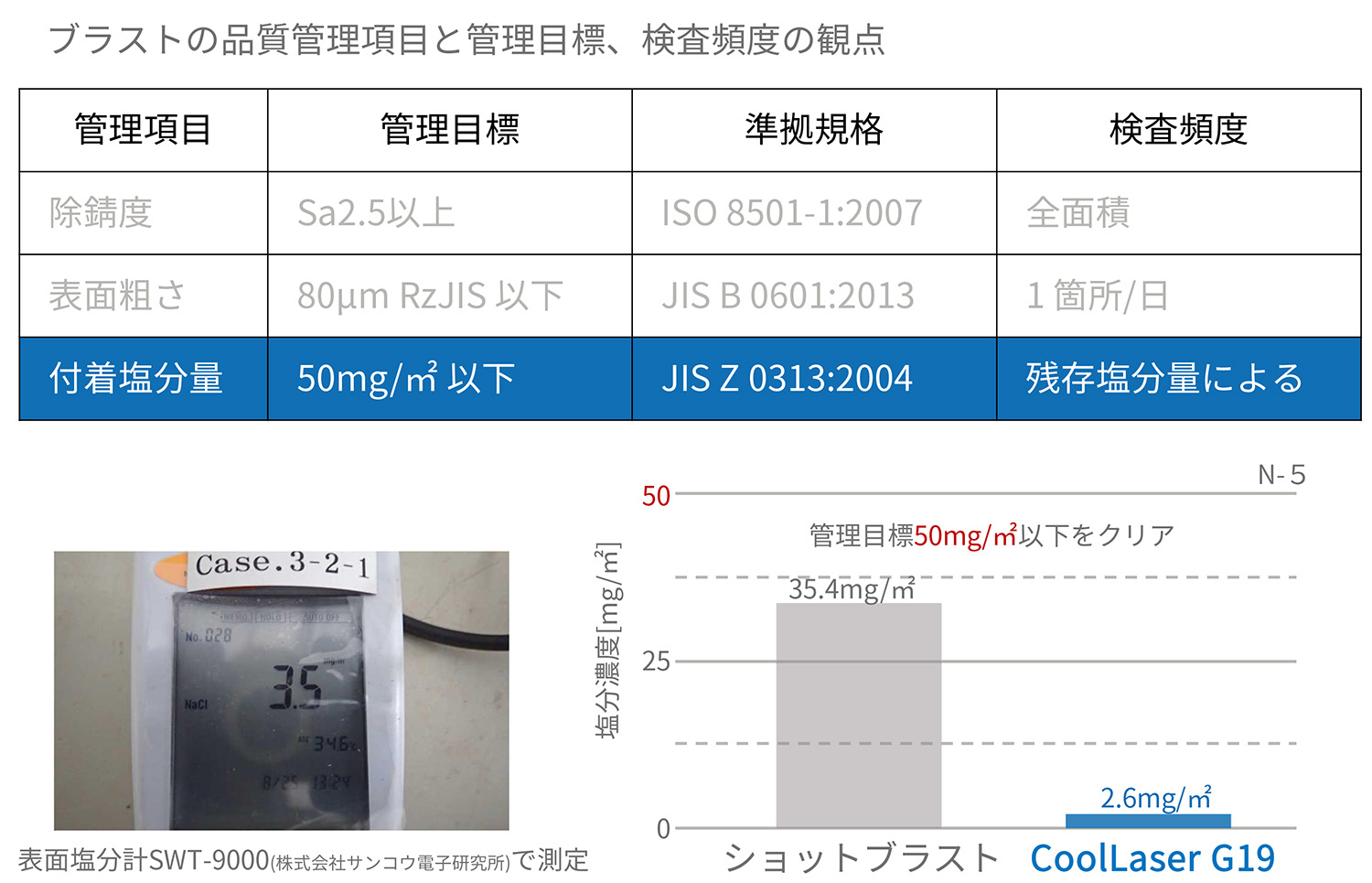
表面付着塩分1,000mg/㎡をレーザーで2.6mg/㎡まで除塩
高温による裏面塗装への影響については事前調査を
――素地調整の品質と酸化被膜の発生の有無、付着塩分の除去ができるかということが、レーザー施工技術の課題と個人的には思っていますが、そこはどうですか
西川 私の印象では、前の機種(3kW出力機)まではとにかく錆を落とすまででいっぱいいっぱいでした。スピードもレーザー以外の工法に比べれば全然遅いと言われました。また特有の酸化被膜が残るという問題もありました。しかし新型機は出力が倍になっており、余力が出来たことで、その余力の中で問題が解決できるようになりました。
錆をとるスピードも速くなったし、酸化被膜も無くそうと思えばなくせるようになった。素地調整も必要に応じた粗さを実現できるようになりました。
豊澤 新型機は以前の倍の6kWの出力になっています。単に出力を強化しただけでなく、酸化被膜の発生や素地調整の品質確保といった課題の解決に時間を費やしてきました。こうした課題を解決できた理由は、端的に言えばレーザービームの品質を追求したという表現が一番妥当かと思っています。
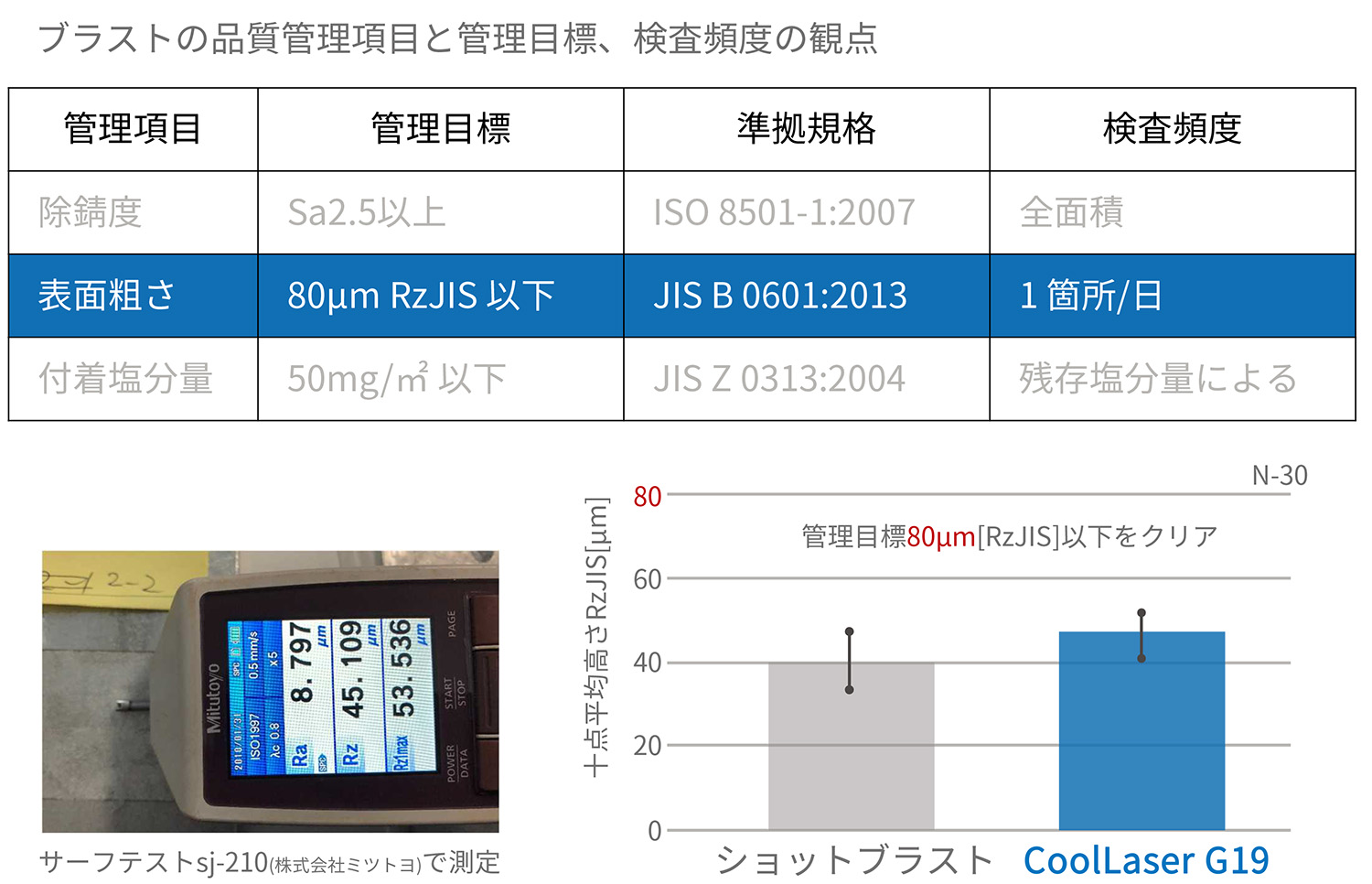
鋼橋の塗膜除去や素地調整の市場の標準はブラストです。ブラストが実現している素地調整品質と同等の性能をレーザーで示さなければ入口にすらたどり着けません。それは除錆度であり、素地調整粗さ、付着塩分の除去であります。塗装品質の確保に求められるのは、まずは前者2つでありますので、我が社としては、レーザーでそれを実現することに集中してきました。
そこでカギになるのが冒頭申し上げた、我が社のCoolLaserは高出力のCW(Continuous wave)レーザーを用いているという工夫です。錆を良く取り、塗膜密着性を高めるアンカーパターンとなる表面粗度まで形成するには、CWレーザーであるから成し得る平均出力の高さがカギとなります。しかし、CWレーザーは平均出力の高さゆえに熱影響が大きくなってしまうため、熱影響回避のためにレーザー光を高速でスキャン(走査)する必要があり、我が社の円形スキャン技術が誕生しました(特許取得済)。これにより、除錆度と素地調整の点において、ブラストと同等のものを実現できるという事をまず証明しました。
除塩性能と素地調整性能
――付着塩分も1㎡あたり50mg以下にできるようですが、実際はどの程度まで下げられるのですか
豊澤 表面付着塩分1,000mg/㎡の試験体を使って実験したところ、2.6mg/㎡まで下げることができました。他工法と比べると大きな付着塩分削減効果があります。また、耐候性鋼材も試験片を使って施工しましたが、除錆度、素地調整、付着塩分とも満足できる値を示すことが出来ました。
――耐候性鋼材はポーラスな錆層の中にも塩分が入っていきますが、レーザーはそうした細孔の中にも入り塩分を除去できるのですか。健全な鋼材を壊すことなく、塩分だけを蒸発させることができるわけですか
豊澤 そこを今、詰めています。耐候性鋼材においても、腐食の激しい部分は、今まさにおっしゃられた腐食や細孔内に入った塩分を蒸発できることは確認されています。レーザーを1発当てるだけではだめでも、レーザーを複数回照射する事で細孔の中の錆や塩分を除去出来たと言う研究論文もあります。
鋼材が普通鋼材であろうと耐候性鋼材であろうと変わらないのは、レーザーは鋼材の表面(錆や塩分)に吸収されると、瞬時に熱変換され塩分や錆の一部が蒸発します。耐候性鋼材がいくら硬くても、吸収特性は大きく変わらないため、除錆や除塩も比較的簡単に行うことが出来ます。鉄の沸点より塩の沸点の方が低いので、母材表面に対して必要以上にダメージを与えず、塩分を効率的に蒸発させることが可能です。
西川 ブラストのような力学的な力は入っておらず、研削材がめり込むこともありません。また、塩分も先ほど申し上げました通り、非常に少なくすることが出来ます。
――耐候性鋼材は基本的に無塗装なのでいいのですが、塗装橋はレーザー施工時に発生する高温により、裏側の健全な塗装を劣化させてしまう可能性はありませんか
豊澤 部材によってはそうしたことが生じる可能性は否定できません。
レーザーやIHなど熱処理を伴う工法の場合は、塗料の軟化点が70℃辺りにあることを考えると、それは懸念されます。対応策は工法の選定ですよね。状況に応じて施工範囲を限定することが望ましいと考えます。
西川 全面を塗り替える時に、箱桁形状の外側だけを塗り替える際は、わざわざレーザーを使う必要はありません。一方でどのような桁形状であっても端部の腐食がひどい場合は、概ね内外全面を塗り替えます。そうした際には問題なく使える工法です。
豊澤 形状によって熱の伝搬は異なります。平面部など熱が逃げやすい箇所の熱影響は問題にならないですが、熱だまりが起きやすいボルト部などは、熱影響が軸力に与える影響などを気にする必要があります。レーザー処理による熱影響層は、表面のごく僅かな薄い層です。鋼材の強度に与える影響など懸念される点は事前に調べる必要がありますが、我が社ではそのエビデンスもしっかりと取っています。
CWレーザーだから熱が蓄積するというのは大きな間違いでして、それを回避するやり方を我々は考えています。
50μmの除錆~ケレンを1時間7㎡程度施工できる
新型機の生産能力は年間60台 3年後にフル操業めざす
――将来的にはどれくらいの機械生産、需要拡大を目指しますか
豊澤 現在の弊社の生産能力は年間60台です。3年後にはフル操業を目指したいと考えています。橋梁の塗り替え市場に関しては、今の目線としてはレーザーで全て施工しようなどとは思っていません。塩害の厳しい環境にある橋梁など、管理者が本当に困っている、国内橋梁全体の1~2割、面積的には20~30万㎡がターゲットであると考えています。部位的には大断面ではなく、桁端やフランジなど狭隘部に多く使われることを要求されると想定しています。能力的には50μmの除錆を1時間7㎡程度施工できます。
――橋梁以外の主な施工実績は
豊澤 例えばJAXAのパラボラ施設(骨組み構造)の塗り替えにも使われています。また通信鉄塔(数十棟の施工実績があり)や鉄道橋でも実績があります。そうした箇所は設備の置かれた環境や、供用条件からブラストが極めて打ちにくい環境にあります。そういった箇所は、発錆があっても対応が難しく、腐食が進む状況になりがちです。時間内での施工を優先しようとするとケレンも甘く、塗装の品質も良いものにはなりません。

JAXAのパラボラ施設(骨組み構造)の塗り替えにも使われている
JAXAのパラボラの塗り替えを行った際には、高所作業車のゴンドラに作業員が乗りドライプロセスで粉塵もごく僅かに除錆と素地調整まで出来る為、直ちに塗装工程に入る事ができ、赤錆が生じた構造上重要な箇所のみに絞った部分塗り替えができました。
レーザー施工は二次産廃物が生じず、従来工法では施工が難しい箇所にも使えるため、複雑な形状を有するトラス橋のような構造にも対応できると考えています。
西川 こうした技術の可能性を1度見て欲しいと考えます。桁端などの部位だけでなく、跨線橋や跨道橋、歩道橋、スノーシェッドなどの施工にも最適であると考えています。また、屋根があるプラントの塗り替えにも適しています。
――ありがとうございました