今回から、エヌダブルの森部繁尚社長が、土木・建築における溶接継手についての連載を始める。森部氏は大手建機メーカーにおいて長く、溶接工として働き、クレーン開発にも参加し、部品溶接のスペシャリストとして重用された。その後、同社を36歳で起業し、現在は鋼材の溶接だけでなく鉄筋溶接、コンクリート構造物の補修、小規模橋の架設なども行う会社として育て上げている。現在は有力な溶接工法の一つであるCB工法など、溶接の人材確保と、普及促進の活動も行っている。その森部氏に土木・橋梁における溶接継手について連載してもらうものだ。(井手迫瑞樹)
溶接の歴史
近年溶接工事は沢山ありますが、問題なのは今後の職人の育成だと思います。
現状では、若い人たちが、溶接工になりたいと思わなくなっています。若い人たちに溶接に興味をもって、鋼構造物に興味を持ってもらって、今後の職人の確保と技術・知識・職人魂を育成していく必要があると思います。
今回は、溶接の素晴らしい歴史を少し知っていただき、若者達に広めていただきたく思い、連載を引き受けました。
ご紹介させていただくのは、普段気にすることのなかった溶接の歴史です。私が溶接は面白いと感じた話をいくつかご紹介いたします。
溶接の始まりは、紀元前3000年頃にまで遡りますが、金属をろう付けしていた証拠が見つかりました。メソポタミア地方で発見された飾り板と言われている銅製の板に、動物の鹿が模って描かれた飾り板です、雄鹿の頭に何本かの枝角が、ろう付けされていました。他には、古代エジプト王のツタンカーメンの黄金の棺の中からあきらかに鍛接されたとみられる鉄製の装飾品が発見されています。


メソポタミア地方で見つかった飾り板/ツタンカーメンの装飾品(イメージ)
このように、古代より金属を溶かして付けると言う作業は行われていました。
1800年にはイギリスでアークが発見されて1831年に有名なフラディにより電磁誘導が発見され、その30年後に発電機(ダイナモ)が開発されました。
1880年ごろ、フランスで蓄電池の鉛板の接合に炭酸アーク熱を利用しその後、いろいろ工夫と改善をくわえて実用的なアーク溶接を開発し特許を取得しました。
その後、ロシア、アメリカでそれぞれ別々に金属電極と金属板との間に発生させてアークで金属を溶融溶接する被覆アーク溶接のもととなる金属アーク溶接法が開発され、それ以降工業的に利用されるようになりました。
日本では、紀元1~1600年に徳島県や福岡県の祭祀跡から出土した金の指輪や装飾品がろう付けされていました。日本書記に記載されているのは、皇子が水時計を設置したとされる場所から銀ろう付した導水管が出土しました、すでに当時、実用品に硬ろうが使われていたことになります。奈良の大仏や鎌倉の大仏にも、その技術は使われてきました、こうした歴史から若い人たちに興味を持っていただきたいと思います。
こうして、紀元前から溶接は使われてきて、今ではアーク棒溶接(手溶接)、半自動溶接、サブマージアーク溶接、ティグ溶接、その他たくさんの溶接法が進化し続けています。
鉄筋継手溶接・エンクローズド溶接(CB工法)
今回紹介させていただく溶接工法は、鉄筋継手溶接です。
中でも私が興味持ったのがCB工法と言うセラミックの裏あてを用いた狭開先のエンクローズド溶接です。従来ガス圧接での継手や機械式継手がよく知られていますが、半自動溶接機を使用して工法です。溶接継手(CB工法)の利点はまず外観検査が出来ます、そして圧接にくらべて施工が早いことです、例えばD25の鉄筋溶接の場合1箇所当りアークタイムは約30秒で溶接完了します。溶接作業全体でも圧接の2~3倍の高能率です。PC桁の床版での鉄筋継手は圧接のよう鉄筋を引き寄せて施工しないため、PC部材にもより適しています。
近年、高速道路の伸縮ジョイントの取換え工事では、最近多く使用されてきています。極めて狭い箇所での施工が可能で圧接のように接合部分にコブができなく鉄筋軽と同型に接合されるため、フープ、スターラップの配筋がスムーズに行われます。

鉄筋と同型に溶接継手部が仕上がります
エンクローズド溶接(CB工法)の手順
エンクローズド溶接(CB工法)とは、鉄筋の継手溶接で鉄筋と鉄筋の切り口を4mmから10mm程度開けて裏側にセラミックの裏あてを当てて、片面から半自動溶接にて完全溶け込み溶接をする工法です。

セラミック裏あて
エンクローズド溶接(CB工法)で使用するセラミック裏あて、溶接完了後にセラミック裏あてが外れて溶接ビード全体が目視で外観検査が可能となります。
施工方法・手順
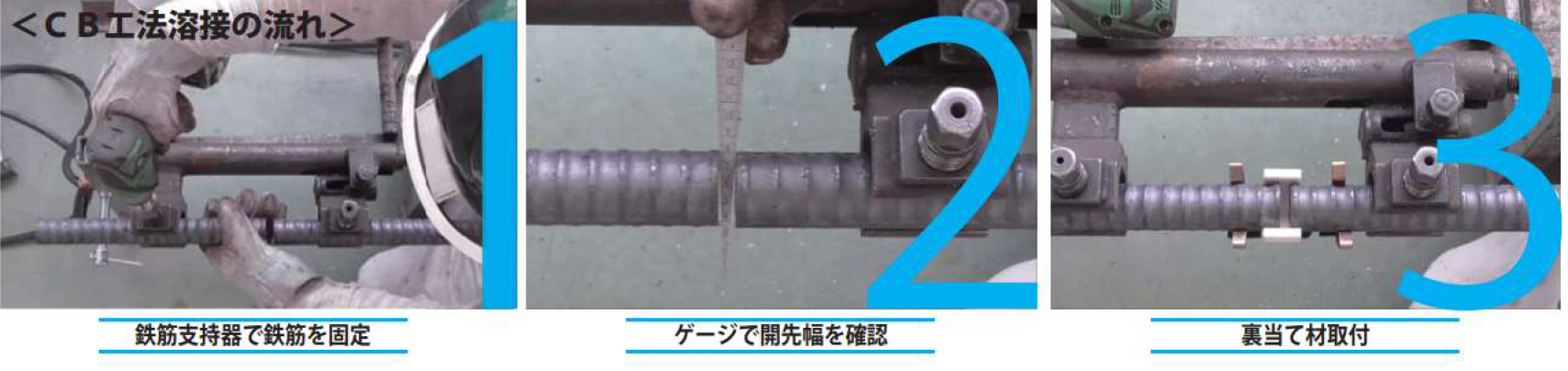
⒈ 鉄筋を専用治具を使って、固定します。
⒉ 隙間ゲージやルートゲージを使ってルート間隔を6㎜~17㎜で固定する。
⒊ セラミック裏あてをはめて固定します。

⒋ 半自動溶接機にて片面から溶接を行います。
⒌ 片面からの完全溶け込み溶接が完了します。
⒍ 溶接完了後、セラミック裏あては簡単に綺麗にはずせて目視での外観検査が可能です。
溶接完了後の検査
溶接後の現場検査は基本目視による外観検査100%と超音波探傷検査を行いますが、場合によって超音波探傷検査の出来ない場所では、抜き取りにて検査機関で破壊検査をする場合もあります。従来目視による外観検査は、裏あて金(スチール)を用いて継手溶接(エンクローズド溶接)を行っていましたので、鉄筋裏の溶接が裏あて金が外れないため隠れてしまい目視の検査が出来ませんでした、CB工法はセラミック裏あてを使用しているため鉄筋の裏側の溶接ビードの検査も目視で行えます。溶接完了後セラミック裏あてを外して、手鏡を用いて目視100%検査が出るものです。

100%目視検査が可能
超音波検査は鉄筋のリブに超音波端子を両側から当てて溶接内部の欠陥を探触子をこまめに動かして溶接ビード内部の溶接欠陥を見つけることができ、鉄筋を傷つけることなく検査が出来、比較的狭い箇所でも検査はできますが、検査能率は落ちるため溶接箇所の溶接して検査する順番などを考慮して行うことが必要です。
抜き取り検査につきましては、実際の現地材料を切り取って試験機関へ持ち込み破壊試験にて検査を行うため一度溶接にて繋いだ箇所を溶接部中心として検査に必要とされる長さに両側を切断用の刃を用いて切断して検査機関へ持ち込むため、再度抜き取った部分に鉄筋をはめて両側2箇所溶接にてつなぐため、現地での継手箇所が増えるというリスクも発生するため、なるべく目視と超音波探傷検査にて検査することを進めます。
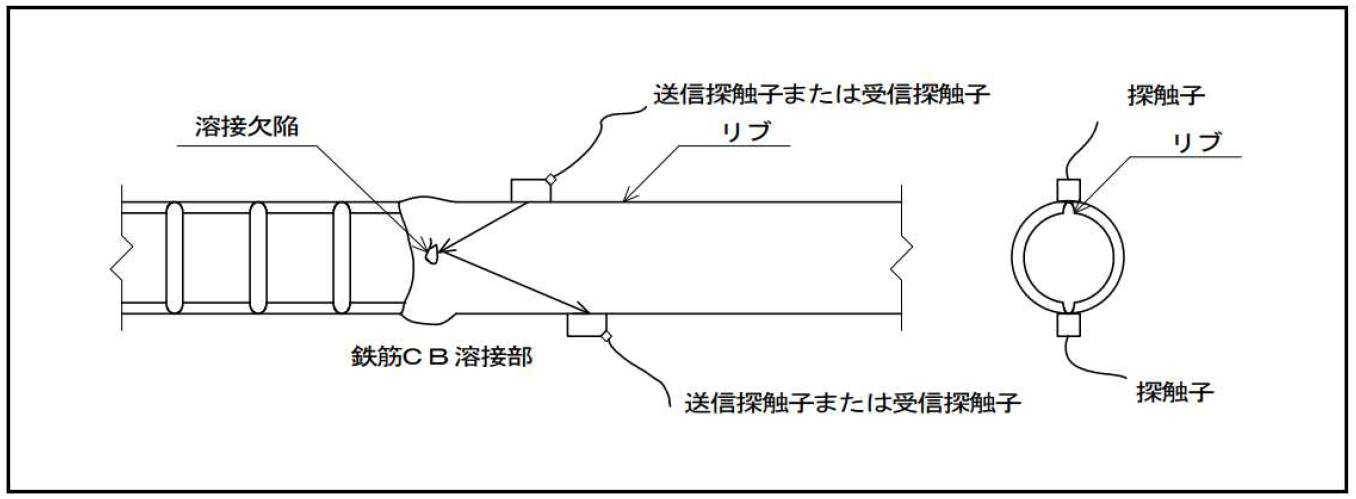
鉄筋溶接部の超音波探傷検査図

破壊試験(引張試験機)
鉄筋継手溶接・エンクローズド溶接(CB工法)溶接技術者資格
溶接技術者は、まずJWES(半自動溶接資格)を取得したのちエンクローズド溶接(CB工法協会)の試験を受ける資格を取得することができ技術試験にて試験をして破壊検査にて引張試験と曲げ試験で合格した者のみが資格証が発行されます。CB工法協会は資格証発行後も抜き打ちでの現地溶接技能確認を行い溶接不良のひどい作業者はその場での資格証の剥奪によりCB工法溶接の資格を失い厳しい処分が下るため天候や気温などのも頭に入れて溶接作業を行わねばなりません。
近年、建築現場(一般建築・ビル・マンション・大型ショッピング施設・大型倉庫)などでは、すでに多く施工されていますが、橋梁土木現場でも近年多く使われてきています。
鉄筋継手は沢山の工法があるため、用途に応じて採用されて行くとは思いますが、今回CB工法を紹介させていただきました。
次回は橋梁の溶接についてご紹介させていただきます。(次回は2020年7月末に掲載予定です)