東名高速道路 上長窪橋(上下線)更新工事
NEXCO中日本 鋼桁の疲労き裂予防対策でショットピーニング処理を採用
中日本高速道路(NEXCO中日本)東京支社は、東名高速道路の裾野IC~沼津IC間の桃沢川に架かる上長窪橋(上下線)の更新工事を実施している。工事内容は、鋼桁の疲労き裂対策、塗替え塗装、支承取替えなどで、疲労き裂予防対策ではエコクリーンハイブリッド工法(NETIS:CB-180024-A)を用いて施工している。同工法は、これまで国土交通省の工事などでの採用実績はあるが、高速道路リニューアル工事では初採用となった。上下線合計で2,484箇所におよぶ疲労き裂予防対策を行う現場を取材した。
予防保全の観点から疲労き裂対策を実施
上長窪橋は1969年に供用した橋長300mの鋼3+2+3径間連続非合成鈑桁橋。

上長窪橋(大柴功治撮影)
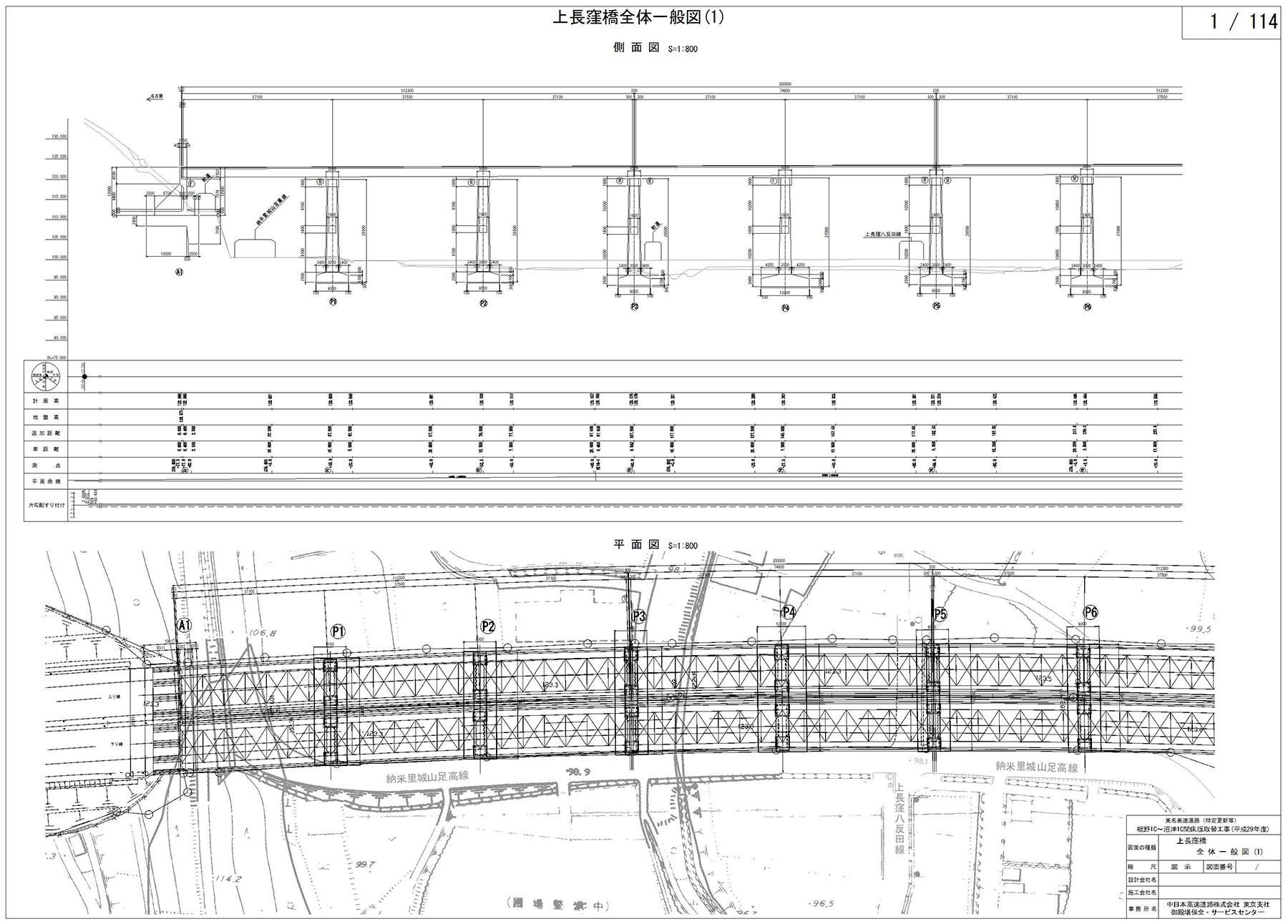
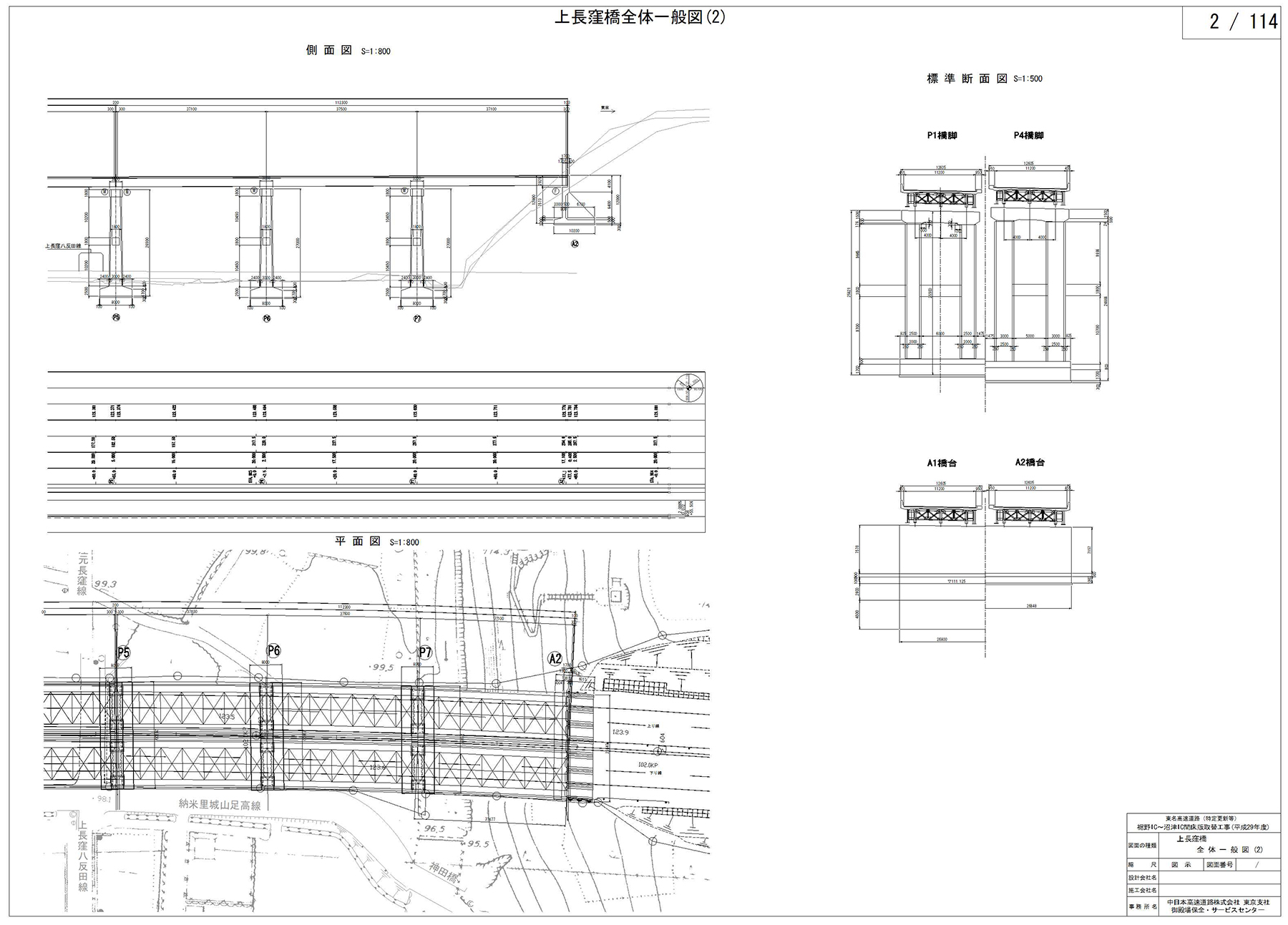
上長窪橋 橋梁一般図(NEXCO中日本東京支社提供。以下、注釈なき場合は同)※拡大してご覧ください。
同橋では1975年度に縦桁の増設と対傾構の補強、1992年度に床版下面への鋼板接着、1995年度に主桁増設(建設時の3主桁から2主桁増設)などの補強を行ってきた。また、1982年度と1992年度には主桁、1999年度に増桁の塗替え塗装を実施している。しかし、供用後50年以上が経過して老朽化が進んでいるとともに、新東名高速道路開通前の2011年の交通量が約70,000台/日(大型車混入率約40%)、開通後の2018年でも約35,000台/日(同約35%)と重交通であり、大型車の累積交通量も多いことから、「今後も安全に供用し続けるために予防保全の観点から疲労き裂対策を行う」(NEXCO中日本東京支社)ことにした。
エコクリーンハイブリッド工法を用いて施工
腐食予防と疲労き裂予防を同時に実現
鋼桁の疲労き裂予防対策で採用したエコクリーンハイブリッド工法は、循環式エコクリーンブラスト工法とショットピーニング処理を併用したもので、腐食予防と疲労き裂予防を同時に実現できることが特徴だ。エコクリーンハイブリッド工法は、ヤマダインフラテクノスが特許取得済みで、令和元年度土木学会中部支部技術賞も受賞している。
循環式エコクリーンブラスト工法は、粉砕せず再利用が可能な金属系研削材を繰り返し用いることで研削材の量を劇的に減らせ、塗膜かすや研削材の回収時に塗膜かすだけを選り分けることにより産業廃棄物の量を大きく減らしながら、鋼桁の腐食予防を行う工法。
ショットピーニング処理は、無数のピーニング材(特殊鋼球)を高速度で鋼桁の表面に打ち当てて表面近傍だけを塑性変形させ、表面層に圧縮残留応力を与えることにより、疲労等級を2等級以上向上させることが可能な技術である。
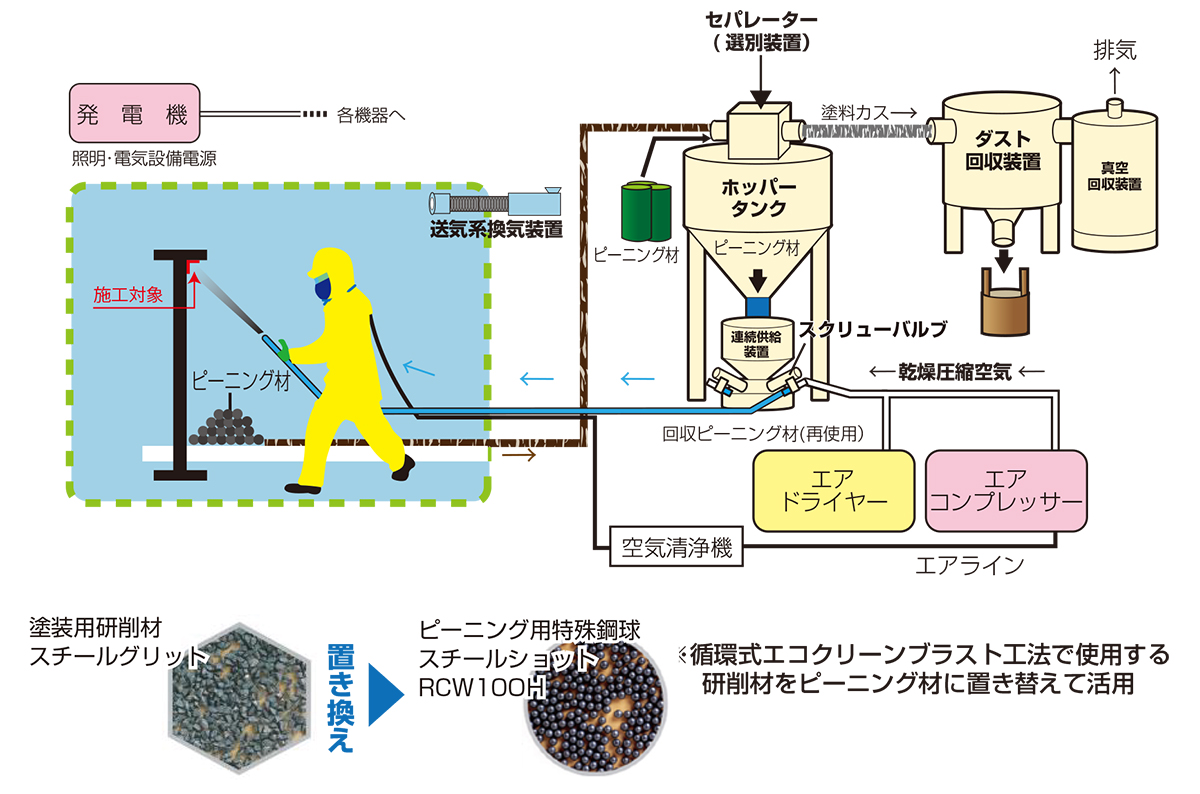
エコクリーンハイブリッド工法では、循環式エコクリーンブラスト工法の機械設備を有効活用し、ブラスト用研削材をピーニング用特殊鋼球に入れ替えることで、ショットピーニングを可能にした。さらに、塗替塗装工の工程の中に、ショットピーニング工程を追加することで、塗替塗装用の足場や養生設備、塗装をすべて併用することが可能となるため、経済性も非常に高い工法である。
エコクリーンハイブリッド工法概要図(弊サイト掲載済み)
NEXCO中日本東京支社では、今回の工事にあたって「疲労耐久性の等級向上が必要であり、同時に疲労き裂予防ができる技術を求めていた。通常の棒グラインダーによる溶接止端処理では疲労耐久性は1等級向上であるが、2等級向上できるものを想定していた」ことから、施工性、環境面も勘案し、エコクリーンハイブリッド工法の試行導入を決定している。
元請の三井住友建設・横河ブリッジJVは「産業廃棄物の量を減らすことができ、それにともないCO2も削減できるという環境面も勘案した。また、工程的にもショットピーニング後に同じ機械でブラストができるので施工において効率化が図れる」ことが採用理由となったという(編集部:本現場では従前の高炉スラグ等の非金属系研削材を用いた1種ケレンに比べて、産業廃棄物を約40分の1に削減している)。
試験施工では表層100μm深さで約-400MPaの圧縮残留応力導入を確認
疲労耐久性も2等級向上
本工事の前には東名高速道路の下長窪橋で同工法の試験施工を行い、供試体を用いた実験での残留応力と疲労等級の相関性を確認している。試験施工では、ショットピーニング処理前と比較して、表層100μm深さで約-400MPa、表層200μm深さで約-350MPa、表層300μm深さで約-250MPaの圧縮残留応力導入を確認することができた。これは供試体での残留応力計測結果と同様の結果で、疲労耐久性が2等級向上することを確認した。

試験施工時の応力測定
疲労き裂予防対策箇所は上下線合計で2,484箇所
施工要領に基づき確実な施工・品質管理を行う
本現場での塗替え塗装と鋼桁の疲労き裂対策の施工では、まず施工対象箇所における塗膜割れ調査を行い、塗膜割れが確認された箇所においては塗膜除去を行ったうえで溶接部の検査をして、疲労き裂発生箇所の確認をしている。同橋の塗膜厚は450μmでPCBは基準値以下であったが、鉛の含有が確認されていた。塗膜除去は、塗膜剥離剤(ペリカンリムーバーアクア)を2回塗布して行った。溶接部の検査では磁粉探傷試験の結果、対傾構取付部に上り線で89箇所、下り線で101箇所の疲労き裂の発生が確認されたため、き裂表面を閉口するICR処理による対策を実施している。


溶接部で実施した磁粉探傷試験
疲労き裂の発生が懸念される溶接部に対しては、予防保全として塗膜除去後にショットピーニング処理を行っていく。施工は、航空機・自動車業界の施工管理手法を参考に現地での施工管理手法として確立させ、施工試験で用いた「エコクリーンハイブリッド工法 施工要領」に基づき行われた。
本現場での施工箇所数は、上下線合計で2,484箇所に達する。施工前には、ピーニング材の粒径、噴射用ノズル、エアの圧力と清浄度、噴射量などが基準を満たしているかの確認をして、品質確保を図った。
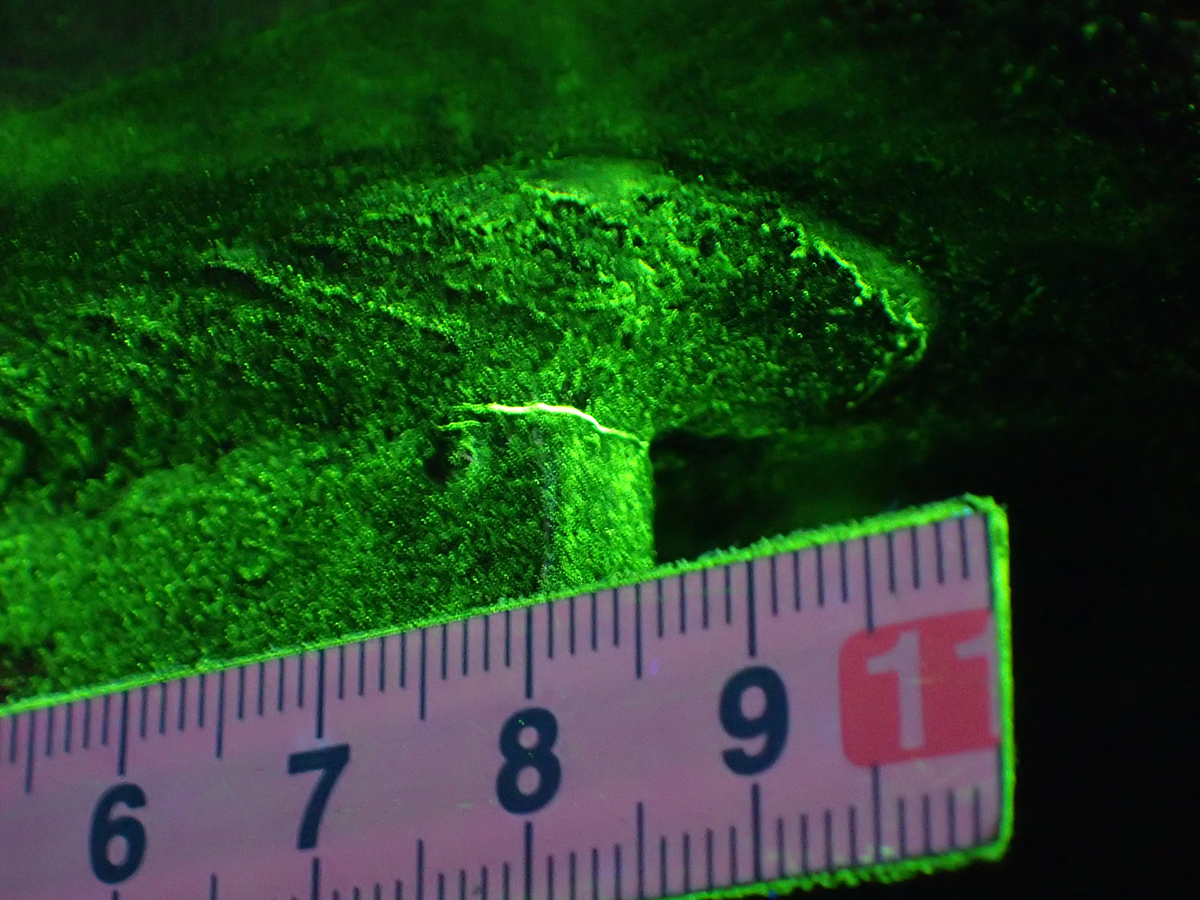
ショットピーニングは塗膜除去後に施工対象箇所に対して2回実施し、ノズルの先端からピーニング材を噴射して対象箇所に溶接線の上下5cm幅の範囲に打ち当てていった。施工前に対象箇所に蛍光塗料を塗布して、塗料が剥がれるまでの時間と圧縮残留応力導入が一致するようにしているので、作業員はそれを目安に噴射をすれば確実な施工ができるようになっている。なお、1箇所あたりの噴射時間は数秒程度となる。
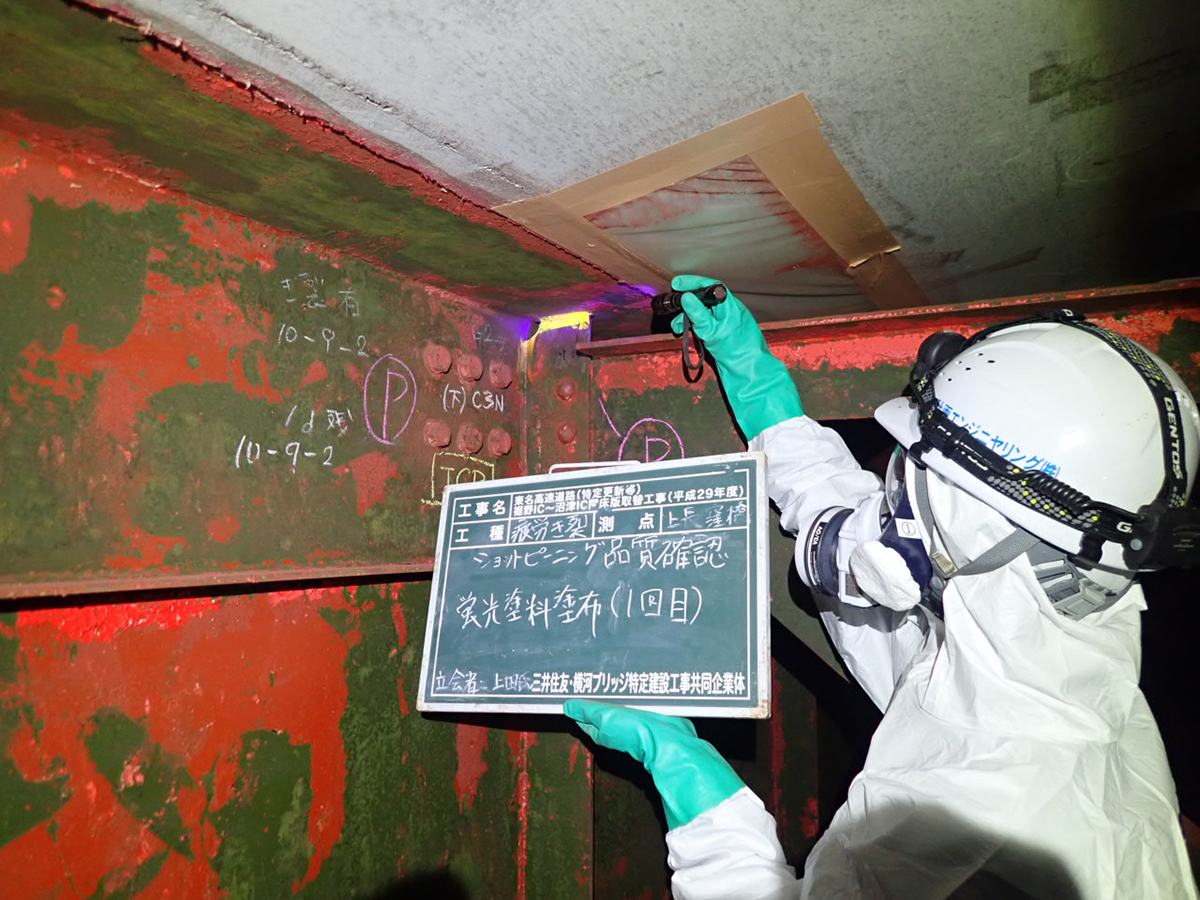

蛍光塗料の塗布。1回目(左)、2回目(右)
施工後には、ブラックライトで塗料の剥がれ具合を目視で確認できるので、確実な施工が行われたかどうかのチェックが作業員だけでなく管理者も可能だ。さらに、カバレージチェック(カバレージとはピーニング材を打ち当てた時の衝突痕が対象箇所のどのくらいを占めているかを面積比で示したもの)による出来形管理を行い、1回目の施工でカバレージ90%以上を確認してから、2回目の施工に移行している。2回目の施工は蛍光塗料の色を変えて、1回目と同様に行い、カバレージ90%以上となっていることを確認して、作業を完了している。
疲労き裂予防対策では、下フランジと横構のガゼット部やスカラップの裏側といった狭隘部についても疲労耐久性の2等級向上が求められた。「エコクリーンブラスト工法は狭小部の作業がしやすい」(三井住友建設・横河ブリッジJV)ため、ショットピーニング処理を採用した理由のひとつとなった。同処理では、鋭角ノズルを用いてピーニング材を噴射させることにより狭隘部においても疲労き裂予防が可能で、本現場でもそのようにして施工している。


ショットピーニング処理の施工


狭隘部での異形ノズルを用いての施工




ショットピーニング処理施工後
1径間のショットピーニング処理が終わると、橋梁下に設置したタンク内のピーニング材をブラスト用研削材に入れ替えて、循環式ブラスト工法によってブラストを実施した。同じ機械設備を使用して“噴射材”を入れ替えるだけでブラスト作業に移行できるというエコクリーンハイブリッド工法の特徴を生かし、施工の効率化を図った。なお、ピーニング材については、本年9月23日に「鋼構造物への循環式ショットピーニング用ショット(JIS G 0951)」としてJIS制定されている。


橋梁下に設置されたホッパータンク(左)とダスト回収装置(右)。外部にダストが漏れないように装置は小屋の中に設置された。(大柴功治撮影)
ブラスト後の塗替え塗装は、上下線各15,000m2(合計30,000m2)となる。一般部は、下塗り3層(75μm+60μm+60μm)、中塗り(30μm)、上塗り(25μm)の5層で、膜厚は250μm。増塗り部は下塗りを1層(+60μm)追加しており、添接部等の特殊部は下塗り3層(75μm+60μm+300μm)として、中塗り、上塗りを行っている。
安全対策にも万全を期し、鉛を含む塗膜の吸引・飛散防止、換気の徹底による中毒防止、
電気機器の持込禁止や可燃物の徹底排除による火災対策などを行っている。
また、暑中での施工もあったことから熱中症対策として、作業員はエコクリーンクールスーツ(NETIS:CB-190009-A)を着用した。同スーツはエアラインに冷気変換装置を装着して、スーツ内を快適な温度に保つことができるものだ。


エコクリーンクールスーツ(弊サイト掲載済み)
支承取替工では、P5~A2間の鋼製支承をゴム支承(上下線各20基、合計40基)に取り替える。A1~P5間はすでにゴム支承に取り替えられているが、耐震照査の結果で必要があれば取替えを行っていく。そのほか、伸縮装置、検査路、排水管の取替も実施する。
元請は、三井住友建設・横河ブリッジJV。一次下請は、ヤマダインフラテクノス(疲労き裂予防対策工、塗装工)、北川工業(壁高欄改良工)、SMCシビルテクノス(はく落防止対策工、表面保護工)など。
(2020年12月7日掲載 大柴功治)