送出し長160mを8日間にわたり送出し
熊本県 (仮称)第二天草瀬戸大橋 桁長90m、R=550mの曲線桁を送出し架設
熊本県は、熊本天草幹線道路の一部である「本渡道路」の(仮称)第二天草瀬戸大橋の建設を進めている。本渡道路は2022年度の開通を目指しており、同橋では5月21日にすべての桁が連結され、上部工事は大詰めを迎えている。天草上島と下島に挟まれた本渡瀬戸航路を跨ぐP14~P15径間は送出しにより桁架設を行ったが、支間長100m、送出し長が160mにおよんだ大規模なものとなった。その現場を取材した。
送出し部材長は約170.5m、総重量約714tに達する
曲線桁を2.27%の上り勾配で送出す難度の高い工事
同橋の橋長は1,148m。上部工形式は、PC5径間連続中空床版橋(153m)+鋼4径間連続細幅箱桁橋(200m)+鋼4径間連続細幅箱桁橋(191m)+鋼3径間連続鋼床版箱桁橋(236m)+PC6径間連続中空床版橋(180m)+PC5径間連続中空床版橋(156.5m)+PC単純中空床版橋(31.5m)である。
PC橋部3工区、鋼橋部3工区、合計6工区(G1~G6)に分割して施工され、本渡瀬戸航路渡河部を含むP13~P16径間の鋼3径間連続鋼床版箱桁橋(236m)は、G4工区として施工した。
送出しにより架設したのは、桁長90m、鋼重480tの鋼床版箱桁(1BOX)で、手延べ機(69m)や連結構、後方桁をあわせた送出し部材長は約170.5m、総重量約714tに達した。送出し長が160mにおよぶ上に、R=550mの曲線桁を2.27%の上り勾配で架設済み桁上から8日間にわたって送出すという難度の高い施工となった。
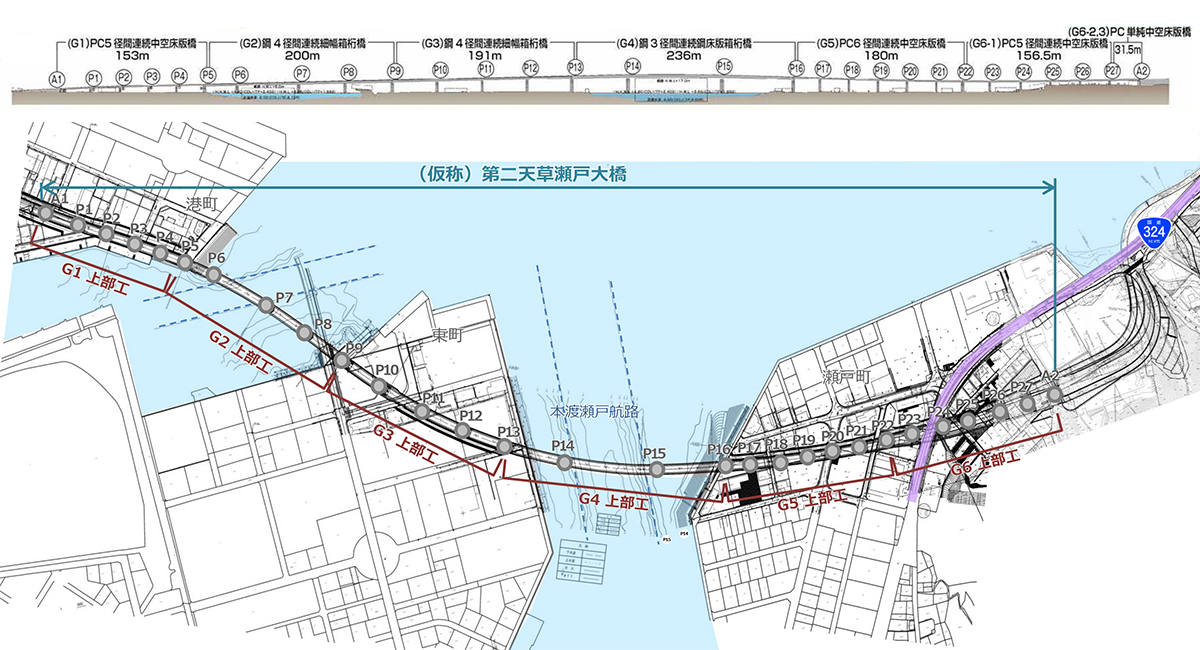
橋梁概要(熊本県天草広域本部提供。注釈なき場合は以下同)


送出し開始前。曲線桁、上り勾配、長支間であることが分かる(大柴功治撮影。以下、撮影=*)
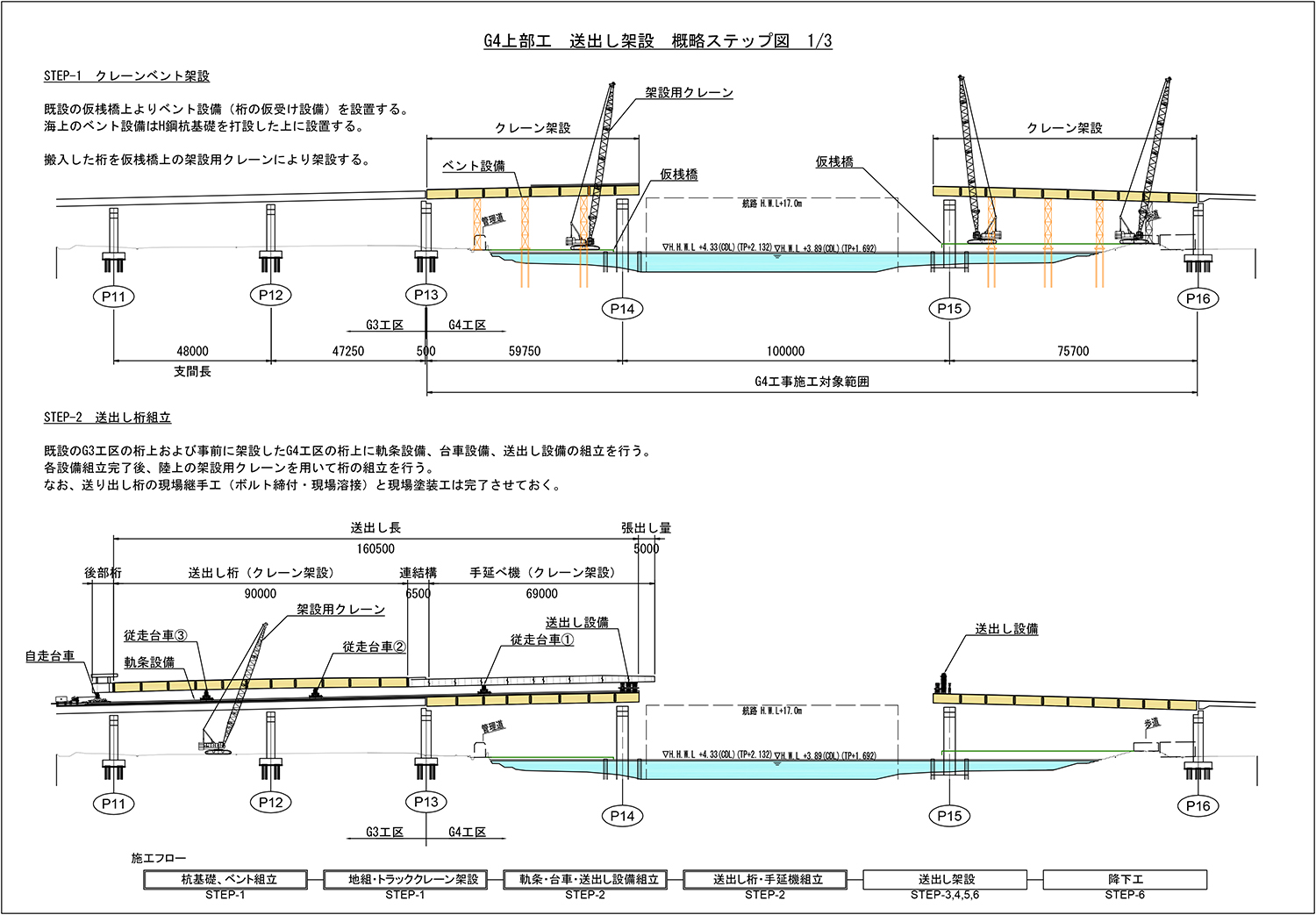
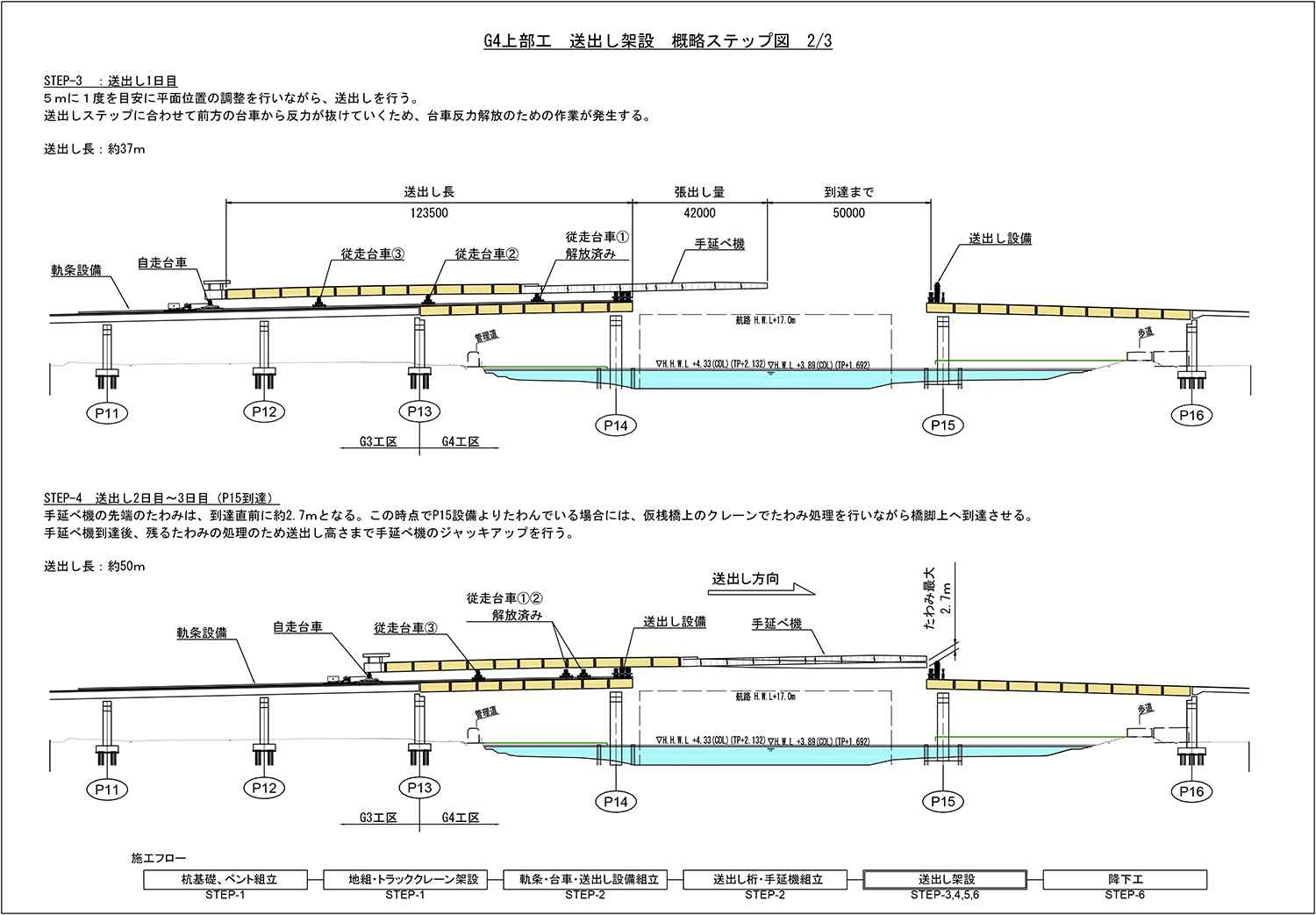
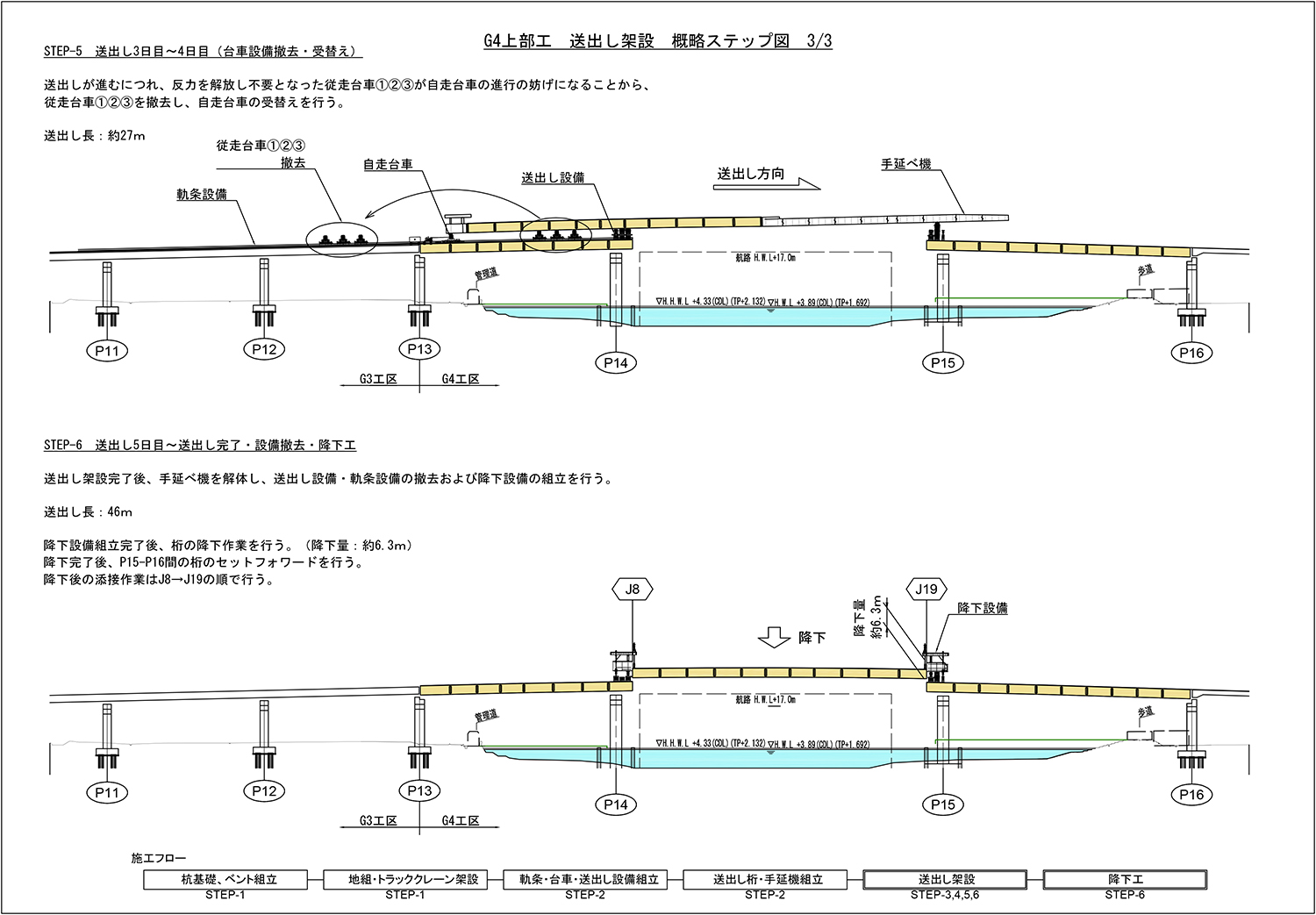
架設ステップ計画図
既設桁のベント支持ができない状態で施工
既設桁のたわみ量や支点での反力の増加量を格子解析により事前確認
まず課題となったのは、既設桁のベント支持ができなかったことだ。一般的に、既設桁上での送出しを行う場合、既設桁にたわみが発生しないようにベント設備で支持した状態で行うが、本施工では支持する位置が既設桁の竣工時点で不確定であったため、支持用ベントを設置しない状態で送出さなければならなかった。

支持用ベントを設置しない状態で施工しなければならなかった(撮影=*)
そのため、事前に送出しステップごとの既設桁のたわみ量を確認して、それによる送出し支点での反力の増加量を格子解析により確認を行った。「これらの解析結果も設備検討に加えたことで、より安全性の高い検討が可能となった」(元請の日立造船)という。
軌条梁にはボルト添接が可能な架設桁H700を使用
継手部は角度付きの部材を製作して送出し曲線に対応
送出しのための軌条設備はP11~P14の桁上に、下フランジの両ウェブ側に配置する台車にあわせて4軌条を設置した。その設置にあたっては、軌条の枕梁の位置が既設桁の補強位置(桁内部に補強用縦リブを設置している)によって決められていたため、軌条の添接部付近に枕梁を設置することができないという制約があった。
そこで、軌条梁には通常用いられるH400ではなく、枕梁の位置に関係なくボルト添接が可能な架設桁H700を使用した。さらに、軌条設備を送出し線形にあわせたR=550mに設定するため、継手部には角度付きの部材を製作して、ボルト添接の位置を橋軸方向にずらしていくことにより継手部で軌条梁を折り、レールに曲線を付加する対応を行っている。


軌条は4軌条。継手部には角度付き部材を用いてボルト添接位置をずらすことによりレールに曲線を付加した(撮影=*)
推進力は後方台車に設置した50tクレビスジャッキ
手延べ機と架設桁の断面にあわせて送出し設備を設置
送出し設備は、軌条上に前方台車、中間台車2台、後方台車を配置し、送出し側であるP14橋脚上に400tシンクロジャッキ×6基、到達側のP15橋脚上に250tシンクロジャッキ×4基を設置している。
桁重量と上り勾配の影響から自走台車では推進力が不足するため、ジャッキを用いた施工とし、後方台車に50tクレビスジャッキ(ストローク1,000mm)と37kgレール用クランプジャッキ(50t)を台車の前後に1軌条1組を設置して、押し引きジャッキとして推進力を確保した(ジャッキは大瀧ジャッキ製を採用)。前方台車と中間台車2台は従走台車として使用している。

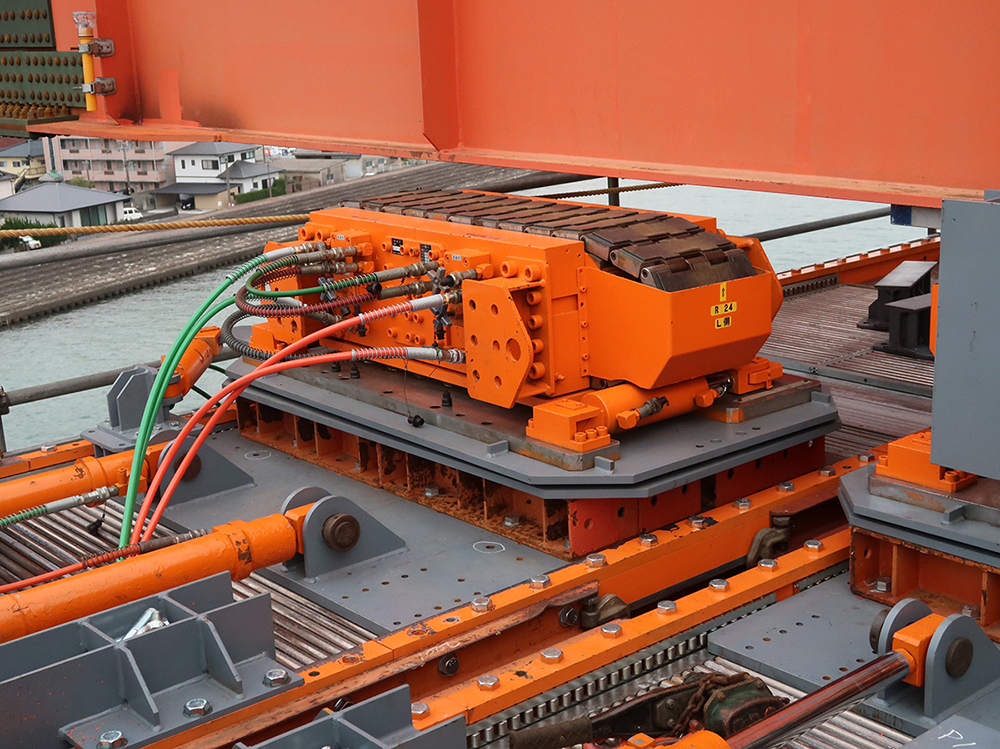
台車設備とP14橋脚上のシンクロジャッキ(撮影=*)


後方台車の前側に設置された50tクレビスジャッキと後側に設置された37kgレール用クランプジャッキ(撮影=*)
送出し側と到達側のシンクロジャッキは送出しステップにあわせて設置したことも特徴である。長支間の送出しのために、手延べ機は2主鈑桁(2ウェブ)+2主箱桁(4ウェブ)で構成されており、架設桁は1BOX断面(2ウェブ)となっていることから、それぞれの通過に対応できる配置としたのだ。具体的には、P14橋脚上では前方に2基、後方に4基配置して、手延べ機鈑桁部の通過時には前方2基を、手延べ機箱桁部の通過時には後方4基を、架設桁の通過時には縦列に2基ずつ4基を使用している。P15橋脚上の設備は手延べ機と連結構のみを受けることになるため、4基とした。

手延べ機構造図

手延べ機と架設桁の断面変化に対応できるようにシンクロジャッキを設置した(撮影=*)
曲線形での送出しでは、送出しステップごとに直線である手延べ機の仮受点での位置が橋軸直角方向に水平移動することになる。その水平移動量は未調整の場合、到達時に右側に1,200mmに達する計算となっていた。そこで、仮受点であるシンクロジャッキの下に同ジャッキを橋軸直角方向に動かせるスライド装置を設置するとともに、同ジャッキを橋軸方向にも調整できる回転装置も設けて、送出し中に水平移動量を調整できる工夫を行った。


曲線形での送出しに対応するため設置されたスライド装置(右)(撮影=*)
3次元モデルを活用して桁製作の精度を確保
非破壊検査も通常よりも厳しい検査基準で実施
架設桁は、日立造船向島工場で製作し、熊本県の長洲港までは海上輸送、長洲港から現場までは陸上輸送を行っている。
桁製作にあたっては製作精度を確保するために、橋梁プロダクトモデルシステム「Symphony」を用いて3次元モデルでの原寸作業を行い、ボルト位置やリブとの干渉チェック、配管などの付属物との干渉チェックなどを実施した。
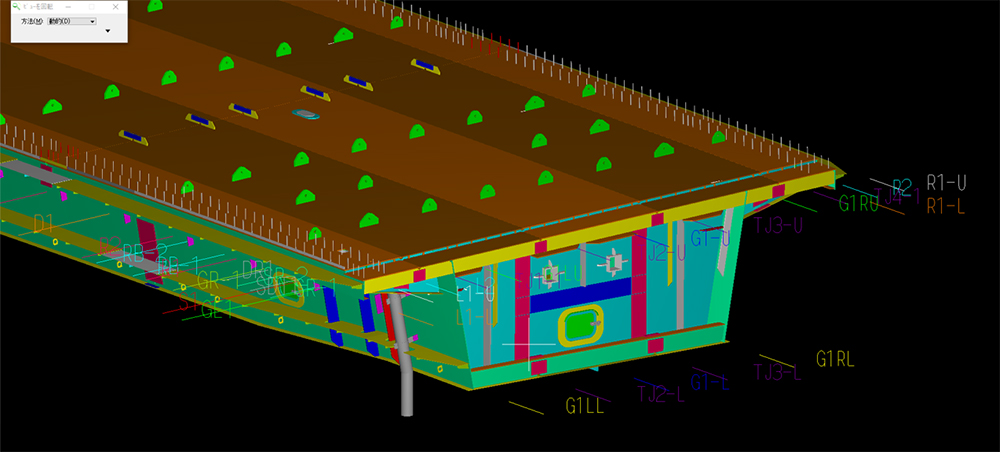
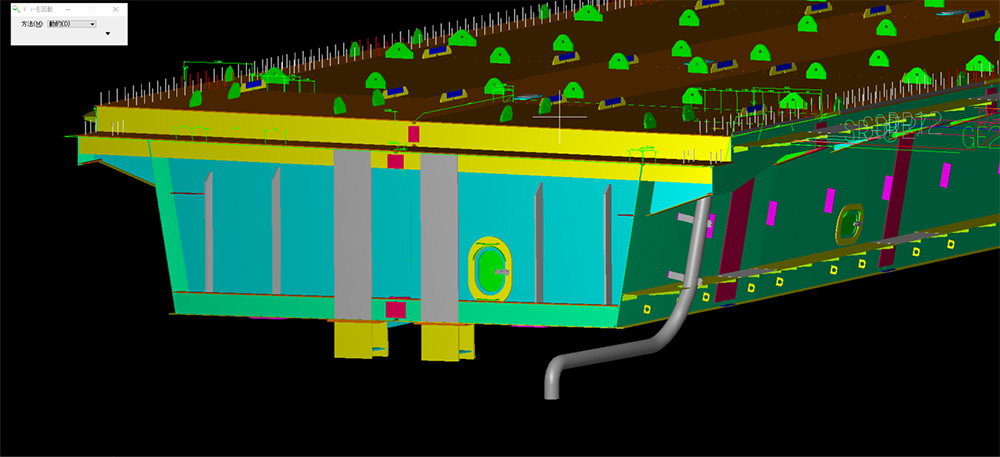
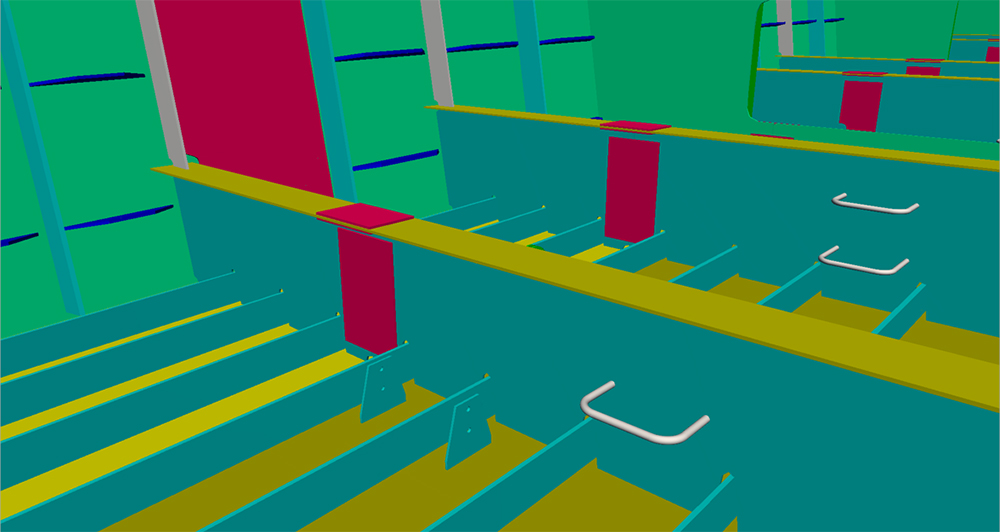
「Symphony」を用いて製作精度を確保
品質管理では、非破壊検査である超音波探傷試験と磁粉探傷試験を通常よりも厳しい検査基準で行った。また、ソールプレートおよび支点側の溶接線の下フランジ側にはピーニング処理を施して疲労強度の改善を図るとともに、防食として桁端部と下フランジ下面、ウェブの立ち上がり100mmの範囲に金属(Al-Mg)溶射を行った。



超音波探傷試験(左2枚)と磁粉探傷試験(右2枚)を通常よりも厳しい検査基準で実施




20220621.jpg)